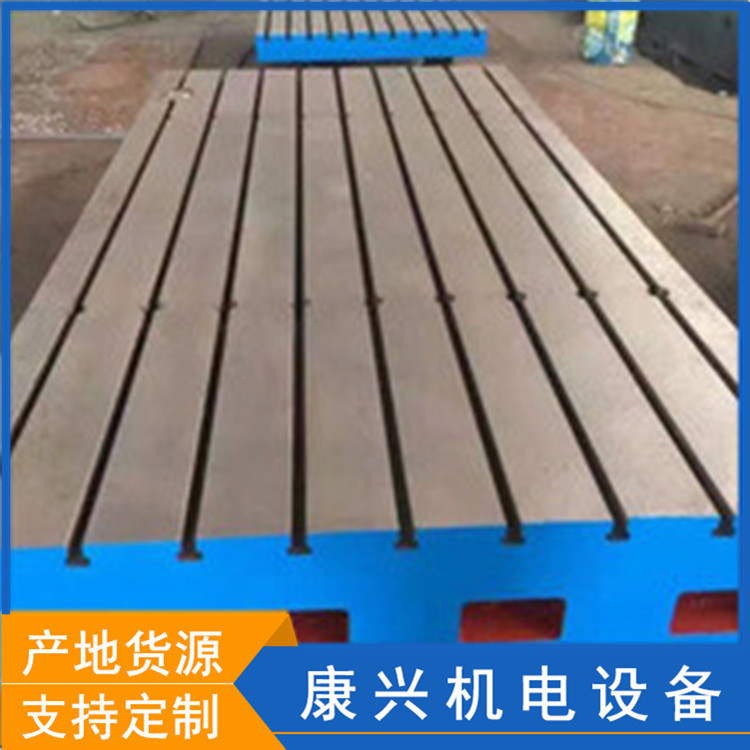
供应_铸铁检验平板_铸造平台检测测量_铸铁焊接平台
2020-11-05 17:33:14让卖家联系我
生产工序
一、 审核图纸、校对平台各部份尺寸及比例,制定伸缩比例,加工量的计算,根据数据制造铸造模型。
二、 对实型进行测量,确认无误,由专业人员对实型喷刷涂料,使表面变硬钙化,之后用测量尺测量数据。
三、 将铸造砂与添加剂混合搅匀,将实型埋于地下,根据原理,平台面部向下,底部向上,留有合理的浇注孔2个,与冒口2个,使其热量非常挥发,铁水流动畅通,并将铁水中的杂质在冒口涌出。
四、 因浇注过程中产生热量与浮力较大,选用注体,本身重量的物体压于型砂之上,以免跑水,铸件不规则。
五、 原材料:生铁、机铁、钢料、硅铁、锰铁、等铸造材料进厂经多批次化验,测得各元素含量,做配料前的准备工作。
六、 铸造:炉温达1480℃,取少量铁水铸成试棒做化学分析,达到所需材质后倒入铁水包,并进入铸造过程。
七、 浇铸过后自然冷却48小时以上,视情况、温度低于60℃之后,开箱清理,并做喷砂处理。
八、 对铸件进行实际尺寸检测,符合尺寸取铸件联体试捧,做第二次物理测试和化学分析,合格后。
九、 将铸件送入回火窑做人工时效处理,并由专业人员操作。1.将铸件调平垫实,避免高温下的自然变化,2.点火加温过程中密切关注温度,缓慢升温,每小时不超过50℃并达到530℃时,进行保温2-4小时,使铸件自然冷却,约48小时出炉。
十、 进行机加工前画线,并对铸件进行检测,检测回火过程中的型变

以上商品的标题、价格、详情等信息内容均来自名企网会员[15030752636]发布,其真实性、准确性和合法性均由eniu.net发布者负责;如该商品有任何问题,请联系我们进行删除;在交易沟通过程中请注意谨慎核实产品信息,eniu.net不提供任何保证。举报